00001. 本机用途及使用范围:
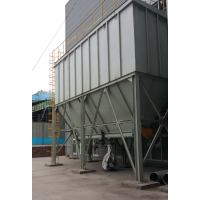
⑴、该翻箱机适用于铸造行业自动线、半自动线生产线,通过该翻箱机将铸件转到下一工位。
⑵、该翻箱机的翻箱能力为10-30t,可将10-30t重的砂箱(包括铸件.砂)向后翻126°。
1.1.2、工作原理:
2种油缸的初始位置分别是:直径63的2个油缸在始点位置,直径180的油缸在始点位置。工作顺序依次如下进行:
⑴直径63的2个油缸同时从始点位置运行至止点位置(夹紧砂箱底座止)。完成砂箱底座的夹紧动作。
⑶直径180的油缸上行至止点限位。翻箱机的翻转架带动砂箱翻转,完成翻箱动作。
1.1.3、操作说明:
合上总电源开关,将砂箱置于翻箱机位置按液压泵开按钮,按锁紧油缸按钮锁紧, 按上部位压紧油缸按钮压紧砂箱,按大油缸按钮向上推动将砂箱旋转126°,按大油缸反回将砂箱放回原处, 按上部位松开油缸按钮松开砂箱,按松开锁紧按钮松开砂箱,将砂箱推开,完成一次翻箱动作。按自动按钮翻箱动作同上,自动完成一次翻箱动作后延时,但下一次翻箱动作不能超过延时时间,如果超过延时时间要停机。
1.1.4、维修与保养
每班次要在活动的销轴上,油缸两端的销轴加黄油,及时将散落在油缸上、机架上的散落砂清理掉,要保证有一个良好的清洁环境。
⑴、液压站安装场所应在尘埃小,冬夏之间温差小,受其它装置振动,发热影响小的地方。
⑵、换向阀集成块应安装在靠近油缸处。
⑶、本系统油液一般采用耐磨液压油,(夏季用L—HM46,冬季用L—HM32)冬季若环境温度过低,可先开机空转一段时间,待油温升高后再工作。
⑷、启动前应仔细检查电源电压,油泵的旋转方向,启动时将电磁换向阀处于中位、液压缸无负载、系统卸载情况下进行启动,管道与各液压缸排气时,油箱内会浮起一层白色的气泡,如长时间不能消除,则应停止运转,等气泡消除后再启动,在空载一定时间后,再按设定的工况进行运转,压力设定由低到高,慢慢升起,设定压力不得超过额定压力。
⑸、工作液:在油箱上、中、下层分别取样,检查其清洁度,水分混入程度和粘度等性能指标,如达不到基准要求则需进行更换。
油箱:检查油量多少,有无沉淀物及水分,检查液位油温计,清洁过滤器及空气过滤器,及时清洗或更换滤芯。
⑹、冷却器:本冷却器为水冷,前管口接冷却水,检查管接头及螺钉有无松动。
⑺、控制阀:检查溢流阀的压力设定值和调压机构电磁阀的动态性能,阀的中位泄露量,如性能有较大幅度下降,则应加以更换。
山东科威铸造设备有限公司是一家集消失模铸造设备、消失模砂处理生产线、消失模铸造涂料科研、生产销售于一体的综合性企业。