耐磨料施工的七大过程
耐磨料主要由耐磨骨料和结合系统组成,密度非常大,无大的宏观缺陷,强度可达130Mpa,是一般混凝土和耐火浇注料无法企及的,主要是采用了离子化合物和部分人工合成共价化合物,其离子键结合牢固,所以强度和刚度很大,可有效抵御物料的冲击力和剪切应力。而结合系统由于采取复合强化措施和处理,形成化学结合,致使其强度很高。可适宜于水泥、国防、石油、化工行业等各种高、低温设备的关键耐磨防腐处理层,是替代现有的耐磨陶瓷、耐磨钢的新一代理想材料,解决了各行业因风选磨蚀、冲击磨蚀、部件频繁停工检修等问题。
主要用于高温强烈磨损工况,如煤粉燃烧器管道等;也同样可应用于火电厂磨煤及除灰系统,如粗、细粉旋风分离器、一次煤粉风管、弯头、预热器进口、尾部烟道、排粉机蜗壳、球磨机出口、除灰排渣系统等,但耐磨性较好,使用温度更高。
耐磨料属于用水稀释的水性涂料、低毒。其性能表现突出,具有高硬度,高耐磨,抗划痕性良好;高耐高温耐腐蚀等特点。陶瓷涂料具有优异的性能特点及节能的优势,可在广阔的工业企业设备防磨施工领域大显身手。特别是在电厂、水泥厂等工业设备中应用广泛。
耐磨料的施工步骤:
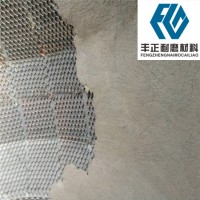
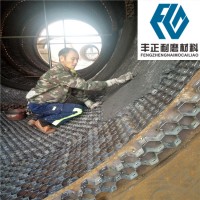
1.焊接;施工中首先就是要锚固焊接底部骨架龟甲网,龟甲网的焊接严格要求焊接点横向间距为20mm,纵向间距为10mm,这样才能使龟甲网和底部钢板能很好的焊接在一起,从而不会出现由于震动或者风速过大而导致龟甲网松动或者脱落。
2.检查焊接;龟甲网焊接完毕后需做初步检查,不能出现漏焊或者焊点间距过大等不合格问题,如有问题需及时加固,以保证基础骨架的牢固性。
3.准备搅拌;开始搅拌耐磨料,一次不能往搅拌机倒入太多的耐磨料,每次倒入四袋(100公斤)即可,倒入太多会导致材料搅拌不均匀从而影响材料性能。
4.开始搅拌;加入适量的固化剂,使耐磨料与固化剂充分粉搅拌均匀,然后加入适量的专用胶水充分搅拌均匀,搅拌时间为10-15分钟为宜,直至陶瓷涂料与胶水形成一个黏度很大的湿球状,才能从搅拌机里放出来开始使用。
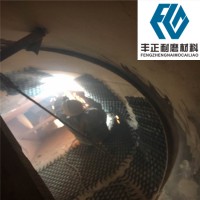
5.涂抹;操作人员需配备劳保手套、口罩、眼镜及防护帽等防护用品,如果在高空作业需要佩戴合格的防护带,从桶内取出适量耐磨料(每次约两公斤为宜),需用力涂抹在焊接好的龟甲网上,保证不能有空洞或压不实的现象,以保证耐磨料紧密的和龟甲网及钢板结合在一起,垂直面和顶部需一次成型,不能分层涂抹,以防止出现起层现象。
6.检查;涂抹好的耐磨料不能有鼓包或塌落现象,如果发现及时然后重新涂抹,直到耐磨料与钢板紧密结合在一起方可使用。
7.保养;耐磨料需过了保养期达到强度后才能正常使用,夏季一般为48小时,冬季一般为72小时。