赛万特 内孔金刚石滚压头 提高表面光洁度
一、概 要:
利用金刚石在金属表面挤压,提高表面粗糙度、优异的广泛使用性、可以提高实现硬度材
料的加工等有点。对工件材料硬度在 HRC65 以下的有色金属都可以加工,但不适宜加工如铝铜
等硬度的材料。
由于刀具前端金刚石属于脆性材质,不宜断续加工。
刀具内部采用可调压力装置。力是通过这套压力装置传递的,所以加工前需将压力调至合
适位置才能加工。
滚压时需要冷却液 可使用粘度较低的冷却液
请详细阅读使用说明书并参照说明书正确使用刀具,以免给您造成不必要的麻烦!
二、结构说明:
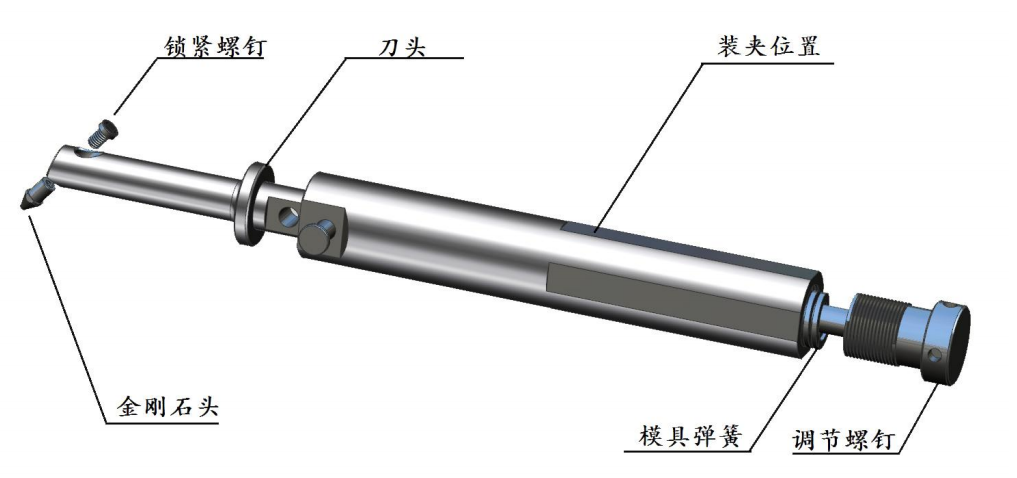
1,超精金刚石挤压型滚压工具结构
赛万特 内孔金刚石滚压头 提高表面光洁度
a、 刀具整体结构见上图;
b、 滚压工具内部设有弹簧压力调节装置,其压缩量根据弹簧规格而定;
c、 通过纵向进刀量来调节金刚石头的压入量,使金刚石头的压入量为 0.005-0.02mm,实现最
佳的表面粗糙度;
d、 刀具可直接装夹在车床的刀架上或者其他机床上,工件旋转,刀具进给加工;
e、 金刚石挤压头加工时,一定要使用冷却液;
f、 当需要更换其中的配件时请按照上图拆卸即可。
注意:上表的加工条件为准,由于工件前一道工序的加工精度,
硬度及要求的精密加工精度不同,所以加工条件可以变化。
四、切削液选配:
工件材质 涧滑油 比例
钢件 机油加柴油 3:7
铸铁 机油加柴油 3:7
五、维护与保养:
1,更换易损件说明
此滚压刀具金刚石为易损件,当需要更换时先去紧定螺钉,然后金刚石球头取下来即可更换。
2,由于滚压头加工时产生微小粉尘,必需保持工具工作部位的清洁,润滑。经常清洗清理金刚
石头。
3,润滑液循环使用时,请使用过滤装置,过滤网与精密加工表面的粗糙相对应,建议使用 5-40um。
六、注意事项:
1,为了获得合理的滚压余量,应根据工件本身情况(主要是材质、硬度、滚压前表面的粗糙度)
有所选择。故批量加工前应试加工 2-3 件,求出适合的滚压值。
2,工件必须有足够的壁厚,若壁厚太薄,应在减少壁厚之前滚压。或有一个型架来支撑内部或
周边。
3,滚压部位不宜有较深的刀痕,刀纹应均匀、松弛。